
Pred začatím procesu zvárania nerezovej ocele, je potrebné preskúmať všetky možné vlastnosti tohto zvárania. Variť z nehrdzavejúcej ocele - nie je to najjednoduchšie cvičenie, ktorého zložitosť závisí od mnohých odtieňov.
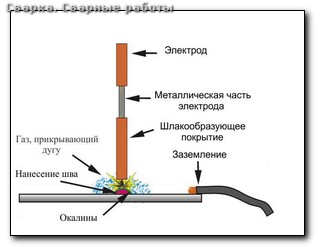
Schéma zvárania poloautomatických zariadení.
Základné vlastnosti, ktoré môžu nevyhnutne ovplyvniť kvalitu zvárania:
Zváranie nehrdzavejúcej ocele poloautomatické.
- Lineárne rozťahovanie a zmršťovanie odliatku. Ak je zmrštenie vysoké, potom je možná možnosť deformácie kovu pri práci so zváracími elektródami a po zvýšení. A ak sú časti, ktoré majú byť zvárané dostatočne široké a nie je medzi nimi žiadna medzera, potom sa zvyšuje možnosť veľkých trhlín.
- Tepelná vodivosť - z nehrdzavejúcej ocele je v porovnaní s inými kovmi takmer polovičná, takže pri zváraní je potrebné znížiť prúd o 15-20%.
- Elektrický odpor je pomerne vysoký, takže zváranie konvenčnými elektródami nie je možné kvôli ich nadmernému zahrievaniu. Preto sú špeciálne elektródy vyrábané na báze niklovo-chrómových tyčí, nie dlhších ako 3, 5 cm pre zváranie nehrdzavejúcej ocele.
- Intergranulárna korózia - nehrdzavejúca oceľ je neodmysliteľnou súčasťou schopnosti stratiť antikorózne vlastnosti, ak je tepelný režim zvárania nesprávny alebo je zvolený nesprávny stroj. Podstatou tohto procesu je, že keď teplota dosiahne viac ako 500 stupňov Celzia, na okraji kovu sa objaví karbid chrómu a železa, čo vedie ku korózii kovu. Existujú však spôsoby na boj proti tomuto, napríklad rýchlemu ochladzovaniu rôznymi spôsobmi.
Vlastnosti zvárania nehrdzavejúcej ocele
Dvojitý impulz pre dokonalé zváranie hliníka a nehrdzavejúcej ocele.
Na správne a presné zváranie nehrdzavejúcej ocele je tiež potrebné vziať do úvahy skutočnosť, že niektoré jej fyzikálne vlastnosti sa odlišujú od bežnej ocele:
- elektrický odpor - 6 krát vyšší;
- teplota topenia - pod 100 stupňov Celzia;
- tepelná vodivosť - menej o 2/3;
- tepelná rozťažnosť je polovičná.
Existujú úplne iné metódy zvárania vlastnej ocele. Napríklad oblúkové zváranie pomocou špeciálnych volfrámových elektród, ktoré sa vykonáva v inertnom prostredí, sa používa, ak hrúbka kovu presahuje 1, 5 mm. Ak je potrebné zvárať tenkú oceľ alebo rúry, potom je najlepšie uchýliť sa k zváraniu pomocou taviacich elektród v inertnom plyne.
Pulzné oblúkové zváranie by sa malo vzťahovať len na oceľové plechy s hrúbkou 0, 8 mm. S krátkym oblúkom s použitím taviacich elektród sa na zváranie používa oceľ s hrúbkou 0, 8 až 3, 0 mm a na prenos kovu sa používa oceľ s hrúbkou plechu nad 3, 0 mm.
Ak sa však uvažuje plazmové zváranie, potom možno usúdiť, že je vhodný pre veľmi širokú variáciu hrúbky, preto sa používa oveľa častejšie. Pri hrúbkach kovov väčších ako 10 mm sa používa zváranie pod tavivom. Ale najobľúbenejšie metódy zvárania sú zváranie s použitím potiahnutých elektród, volfrámových elektród v prostredí argónu a poloautomatické zváranie argónom drôtom z nehrdzavejúcej ocele.
Zváranie s potiahnutými elektródami

Spôsoby zvárania v inertných plynoch.
Ak nezáleží na tom, aký druh elektród na zváranie a nemáte žiadne špeciálne požiadavky na zvarový spoj, najpríjemnejším spôsobom bude zváranie s povrstvenými elektródami (medzi nimi elektródy OZL-8, NIAT-1, TsL-11). Zo všetkých elektród je najlepšie vybrať tie, ktoré po zváraní zabezpečia odolnosť proti korózii, tepelnú odolnosť a dobré mechanické vlastnosti.
Zváranie sa musí vykonávať pri konštantnom prúde s povinnou polaritou. Treba dbať na to, aby sa šev roztavil na minimum, pretože elektródy používané pri zváraní nehrdzavejúcej ocele majú malý priemer a potrebujú minimum tepelnej energie. Sila prúdu v procese zvárania nehrdzavejúcej ocele by mala byť prísne upravená na 15-20% nižšia ako pri zváraní obyčajných kovov. Pri vysokom prúde spôsobenom nízkou tepelnou vodivosťou a vysokou odolnosťou potiahnutých elektród môže dôjsť k výraznému prehriatiu a dokonca k oddeleniu kusov. Z tohto dôvodu majú takéto elektródy vysokú rýchlosť tavenia, takže ak ich používate prvýkrát, potom to môže byť nezvyčajné.
Aby sa zachovali korózne vlastnosti zvaru, malo by sa počas zvárania usporiadať zrýchlené chladenie. Na tento účel môžete použiť medené tesnenia alebo určité ofukovanie vzduchu. Ak je oceľ chróm-nikel, môžete ho ochladiť vodou.
Zváranie nehrdzavejúcej ocele pomocou volfrámových elektród
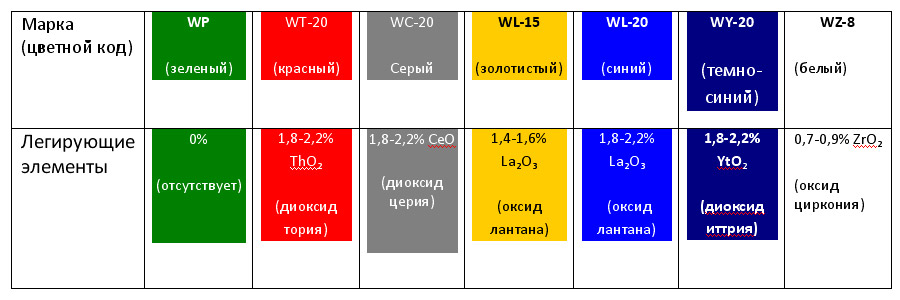
Volfrámové elektródy.
Zváranie volfrámovými elektródami v inertnom prostredí je vhodné, ak je kov, ktorý sa má zvárať, veľmi tenký alebo ak sú požiadavky na kvalitu zvarového spoja veľmi vysoké. Napríklad, ak potrebujete variť rúry, ktoré sa neskôr použijú na prepravu plynov alebo kvapalín pod vysokým tlakom, táto metóda zvárania je ideálna. Postup sa uskutočňuje v prostredí argónu, prúd môže byť konštantný aj premenlivý, ale s priamou polaritou. V úlohe výplňového materiálu sa odporúča, aby sa drôt s vyššou úrovňou dopingu ako kov. Počas prevádzky by sa malo zabrániť oscilačným pohybom elektród, aby sa zabránilo narušeniu varnej zóny, čo môže viesť k oxidácii zvaru a zvýšeniu nákladov samotného procesu.
Na zadnej strane vzduchu by mal byť šev chránený fúkaním argónu, ale z nehrdzavejúcej ocele nie je pre takúto ochranu veľmi dôležitá, ale je potrebné odstrániť aj najmenšiu možnosť, že sa do zváracieho bazéna dostanú častice volfrámu. V tomto prípade pomôže bezkontaktné zapálenie oblúka zvárania, na rovnaký účel môžete použiť aj uhlíkovú alebo grafitovú dosku.
Po ukončení práce, aby nedošlo k nadužívaniu volfrámovej elektródy, plyn by nemal byť okamžite vypnutý, ale po chvíli (zvyčajne 10-15 sekúnd). To pomáha zabrániť silnej oxidácii zahrievaných elektród, čo zvyšuje ich životnosť.
Prevencia chýb
Zváranie nehrdzavejúcej ocele vlastnými rukami.
Pri zváraní nehrdzavejúcej ocele je vždy potrebné brať do úvahy všetky jeho vlastnosti - inak, po práci sa môžu vyskytnúť rôzne nežiaduce vady zvaru, napr. Tvorba „nožovej“ korózie. V dôsledku vysokých teplôt, najmä v dôsledku krehkosti švov, môžu vzniknúť trhliny.
Aby sa zabránilo takýmto incidentom, je najlepšie použiť výplňové materiály, ktoré pomôžu pri vytváraní silných švov. Takéto materiály by však nemali obsahovať ferit viac ako 2%. Okrem toho, oblúkové zváranie tiež pomôže pri spevňovaní švov, v ktorých bude dĺžka oblúka malá. Treba mať na pamäti, že krátery na základnom kove by sa nemali zobrazovať.
Ak používate automatické zváranie, mali by ste pamätať na to, že sa zvyčajne používa na varenie pri nižších rýchlostiach. Aby sa však znížilo riziko deformácie, je najlepšie urobiť menej prístupov, pretože zváranie pri maximálnej rýchlosti prispieva k lepšej odolnosti voči korózii.
Preto pred výberom elektród na zváranie nehrdzavejúcej ocele by ste sa mali oboznámiť so všetkými jeho vlastnosťami a vlastnosťami, presne vedieť, aké požiadavky budú kladené na zvarový šev a na aké účely bude výrobok použitý.