
Hliník a jeho zliatiny sa často používajú na vytvorenie rôznych technických a technologických štruktúr. Čistý hliník sa nepoužíva tak široko ako jeho zliatiny, vzhľadom na jeho nízku pevnosť a vysokú ťažnosť. Je potrebné poznamenať, že pred zváraním hliníka je potrebné vziať do úvahy zvláštnosti procesu zvárania vzhľadom na fyzikálne a chemické vlastnosti tohto kovu.
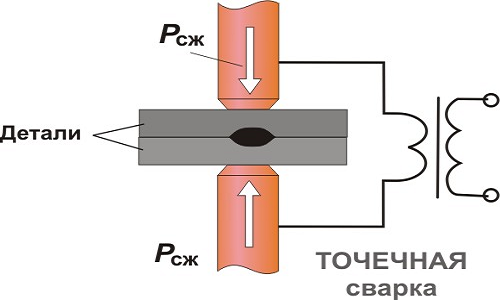
Schéma technológie bodového zvárania hliníka.
Hlavným problémom spojenia hliníka je kontinuálna tvorba na povrchu zváraného filmu oxidu hlinitého Al2O3, ktorý je žiaruvzdorný a interferuje s tavením. Oxidy hliníka majú okrem toho pomerne vysoký bod topenia (+ 2050 ° C) v porovnaní s rovnakým indikátorom pre samotný kov (+ 658 ° C), ktorý vykonáva vlastné úpravy procesu. Hliník má vysokú tepelnú vodivosť, čo znamená použitie špeciálnych techník a metód.
Typy zvárania hliníka
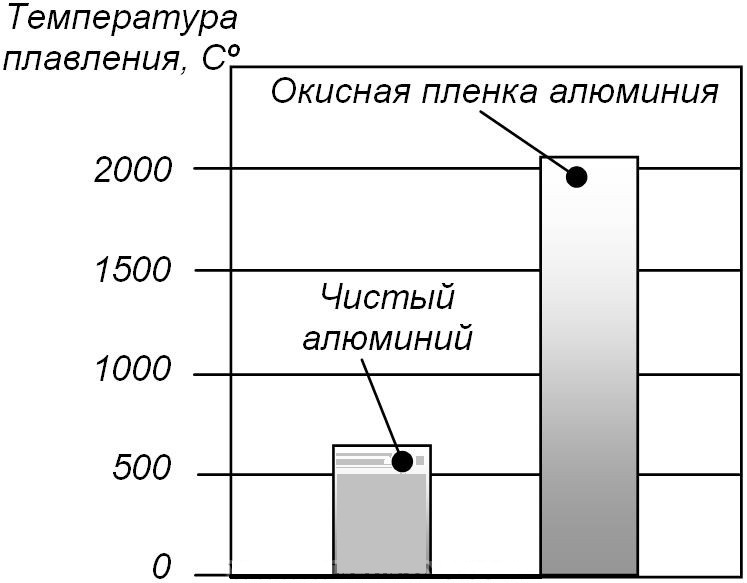
Teplota topenia hliníka.
Hliník môžete zvárať nasledujúcimi spôsobmi zvárania:
- elektrický oblúk (automatický, manuálny);
- argónový oblúk (automatický, poloautomatický a manuálny);
- plyn.
Uvažujme o najbežnejšej a najúčinnejšej metóde zvárania hliníka - manuálne pomocou elektrónového oblúkového zvárania na jednosmernom prúde s obrátenou polaritou.
Argonové oblúkové zváranie
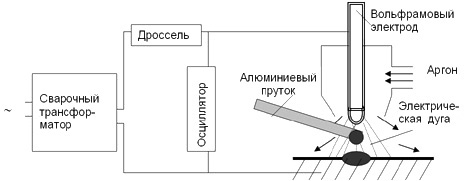
Schéma zvárania hliníka argónom.
Výhodou tohto typu je nedostatočné použitie pomocných materiálov (povlaky elektród, tavidlá). Proces sa vykonáva manuálne, poloautomaticky a automaticky.
Treba poznamenať, že akékoľvek zváracie práce by sa mali vykonávať iba na opraviteľných zariadeniach, v dobre vetranej miestnosti alebo v miestnosti s prívodným a výfukovým vetraním as použitím osobných ochranných prostriedkov (klapka, kožené rukavice, kombinézy, bezpečnostná obuv).
Materiály a nástroje pre manuálne zváranie argónom
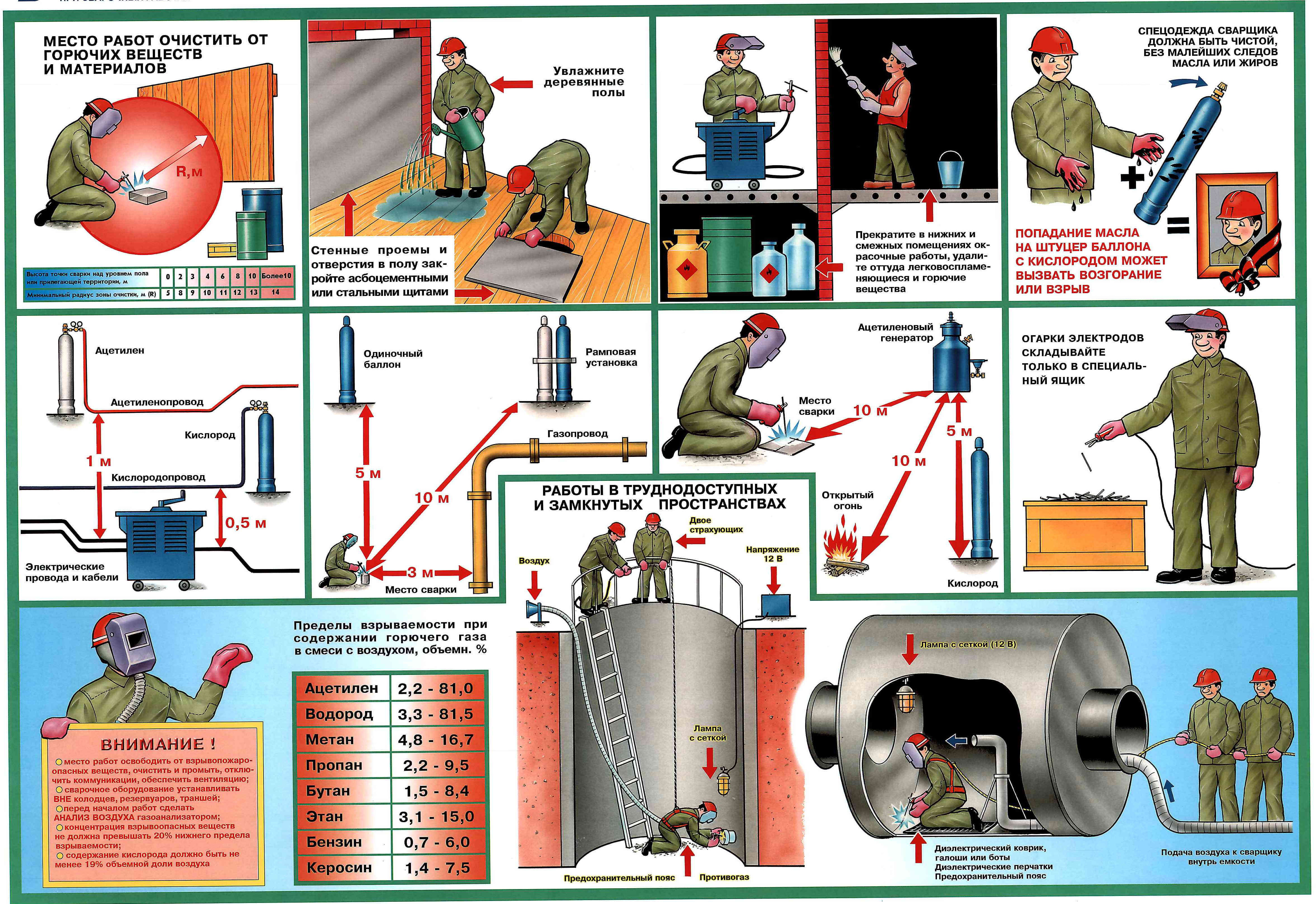
Bezpečnosť pri zváraní.
Pre tento typ hliníkovej zlúčeniny bude volfrámová elektróda s jednosmerným prúdom a obrátenou polaritou vyžadovať:
- rozpúšťadlo (acetón, benzín);
- Kovová kefa;
- leptací roztok;
- kyselina dusičná (roztok);
- kúpeľ na prípravu kovov;
- voliteľné volfrámové elektródy;
- zváracie stroje alebo zváracie stroje na oblúkové zváranie argónom so špecifickým typom horáka, volfrámové elektródy, sušený argón (čistota 99, 8%), zváracie držiaky, plniaci drôt požadovaného priemeru;
- obloženie z nehrdzavejúcej ocele;
- osobné ochranné prostriedky (štít, kožené rukavice, gumené rukavice), kombinézy, bezpečnostná obuv.
Príprava kovov pred zváraním
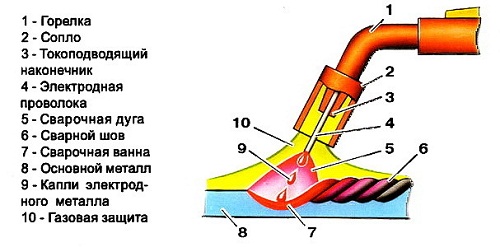
Schéma poloautomatického zariadenia na zváranie hliníka.
Pred varením hliníka s akýmkoľvek druhom sa hliníkové diely podrobia predbežnej príprave, ktorá spočíva v odmasťovaní povrchu materiálu a rozpustení oxidového filmu.
Odmasťovanie kovov sa vykonáva úpravou jeho povrchu rozpúšťadlami (acetón, benzín atď.). Potom očistite oxidy mechanicky štetcom alebo leptaním pomocou chemických roztokov (hydroxid sodný - 45-55 g, fluorid sodný - 10-50 g, voda - 1 l). Potom sa hliník umyje čistou vodou 0, 5-1 minúty, potom sa povrch kovu neutralizuje kyselinou dusičnou (roztok 25-30% po dobu 1-2 minút), potom sa kov umyje v tečúcej vode, potom v horúcej vode, potom sa kov vysuší. až do úplného vyschnutia.
Táto príprava sa vykonáva najskôr 2 až 4 hodiny pred zváraním. Rovnakým spôsobom by mal byť v prípade jeho aplikácie spracovaný drôt pre aditíva.
Technológia zlúčenín hliníka
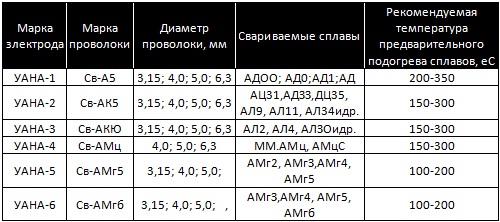
Hlavné vlastnosti potiahnutých elektród pre zváranie hliníka.
Hliníkové plechy s hrúbkou menšou ako 5 mm sa varia bez oddelenia okrajov. S hrúbkou hliníka do 20-25 mm je možné vykonávať práce bez predohrevu materiálu. Ak majú časti hrúbku väčšiu ako 20 mm, materiál by sa mal predhriať na 300-400 ° C.
Argonové oblúkové zváranie možno vykonávať na striedavom alebo jednosmernom prúde (opačná polarita). Pri práci na striedavom prúde sa používajú oscilátory-stabilizátory zváracieho oblúka. Nepotrebné zváranie elektród sa vykonáva na jednosmernom prúde s obrátenou polaritou a na striedavom prúde s prídavným materiálom alebo bez neho. V úlohe plniaceho drôtu používať drôt značky AK domácej výroby podľa GOST 7878-75 alebo zahraničných analógov. Pri zváraní tvaru T, uhlových alebo tupých spojov je použitie výplňového materiálu povinné. V prípade práce na obrubovaní a zadku s malou hrúbkou hliníka sa prísady nepoužívajú. Parametre (priemer D) prísady do drôtu pre manuálnu prácu sa volia na základe hrúbky hliníka (S):
- S do 2 mm, D aditíva do 1-1, 5;
- S = 2-5 mm, D aditíva = 1, 5-3;
- S nad 5 mm, D aditíva = 3-4.
Pri argonovom oblúkovom zváraní sa používajú volfrámové elektródy s hrúbkou 0, 8–8, 0 mm a lantanizovaným volfrámom domácej alebo zahraničnej výroby. Ich priemer sa volí podľa typu prúdu a hodnôt jeho sily (I). Takže pri konštantnom prúde s obrátenou polaritou:
- D elektróda = 1 mm, I až 10 A;
- D elektróda = 2 mm, I = 10 až 30 A;
- D elektróda = 3 mm, I = 20-40 A;
- D elektróda = 4 mm, I = 40-80 A;
- D elektróda = 5 mm, I = 60-100 A;
- D elektróda = 6 mm, I = 80-130 A.
Proces ručného oblúkového zvárania hliníkových prvkov a konštrukcií argónom sa skladá z niekoľkých etáp.
Tento druh práce vykonávajte na obložení z nehrdzavejúcej ocele alebo medených plechov. Výber režimu (prúd I, prietok argónu Q) zvárania argónovým oblúkom volfrámovými elektródami závisí od prierezu zváraných častí (S), prítomnosti prísad alebo lemovania a má nasledujúce parametre:
- end-to-end s prísadou, S = 1, 0 mm, I = 65-85 A, Q = 4-5 l / min;
- end-to-end s prísadou, S = 1, 2, I = 70 až 90 A, Q = 5 až 6 l / min;
- end-to-end s aditívom, S = 1, 5, I = 80-100 A, Q = 7-8 l / min;
- end-to-end s prísadou, S = 2, 0, I = 90-110 A, Q = 7-8 l / min;
- end-to-end s aditívom, S = 3, 0, I = 100-120 A, Q = 8-9 l / min;
- bez prídavku na tupo, S = 0, 8 mm, I = 45 až 55 A, Q = 4 až 5 l / min;
- bez buttovej prísady, S = 1, 0, I = 50-65 A, Q = 4-5 l / min;
- bez buttovej prísady, S = 1, 2, I = 60-70 A, Q = 5-6 l / min;
- bez pridania buttu, S = 1, 5, I = 70 až 90 A, Q = 7 až 8 l / min;
- bez buttovej prísady, S = 2, 0, I = 90-110 A, Q = 7-8 l / min;
- bez buttovej prísady, S = 3, 0, I = 100-120 A, Q = 8-9 l / min;
- rozšírené, S = 0, 8 mm, I = 40 až 45 A, Q = 4 až 5 l / min;
- vzplanutie, S = 1, 0, I = 45 až 55 A, Q = 4 až 5 l / min;
- lemovanie, S = 1, 2, I = 55-70 A, Q = 5-6 l / min;
- lemovanie, S = 1, 5, I = 70-85 A, Q = 7-8 l / min.
Pre manuálne oblúkové zváranie argónom s nespotrebovateľnou elektródou sa používajú špeciálne domáce jednotky ako UDAR, UDG alebo ich zahraničné analógy.
Proces argonového oblúkového spojenia častí manuálne začína excitáciou (zapálením) oblúka. Pred tým zapnite prívod argónu a nastavte príslušný prúd podľa zvoleného režimu. Oblúk sa zapaľuje nasledujúcimi spôsobmi: úderom elektródy na povrch hliníka a dotykom kolmej elektródy v mieste pôvodu. Ak dôjde k prerušeniu elektrického oblúka, pred kráterom na zváranom hliníku sa urobí ďalšie zapálenie a potom sa vráti do už uloženého materiálu, aby sa znečistenie z krátera dostalo na povrch. Ďalej sa práca vykonáva v požadovanom smere. Treba poznamenať, že pri manuálnom oblúkovom zváraní argónom nie je potrebné vykonávať oscilačné pohyby s horákom, možné porušenie ochrany zváracieho pásma. Uhol medzi rovinou výrobku a osou horáka by mal byť od 75 do 80 °. A uhol medzi produktom a plniacim drôtom s jeho použitím - 15-20 °. Horák by sa mal posúvať za plniacu tyč.
Umiestnenie švu v priestore určuje umiestnenie elektródy. Premiestnite elektródu „od seba“ alebo „smerom k sebe“. Podľa trajektórie jeho pohybu prijímajú stredné alebo úzke švy. Druh pohybu elektródy určuje ohrev alebo nevyhrievanie kovových hrán.
Švy sú vyrobené stredne (od 350 do 1000 mm), dlhé (nad 1000 mm) a krátke (od 250 do 300 mm). Dlhé švy sú varené v častiach 250-300 mm. V závislosti od hrúbky dielov môžu byť švy jednovrstvové (jednovrstvové) a viacvrstvové (viackanálové). Jednovrstvové švy sú hospodárne a rýchlo sa vykonávajú, ale kov šitia má nedostatočnú ťažnosť. V prípade viacvrstvového zvaru má zvarený kov dobré mechanické vlastnosti. Pri viacvrstvových prácach pre hliník s hrúbkou viac ako 20 - 25 mm sa musí kvalitatívne vykonať prvá hlavná vrstva, ktorá určuje pevnostné vlastnosti celého zvaru.
Po dokončení švov sa prietok argónu vypne a švy sa podrobia ďalšiemu spracovaniu - zvyšky trosky sa odstránia z povrchu švu, pretože troska má tendenciu korodovať kov. Odstraňovanie trosky sa vykonáva premývaním švu v horúcej vode.
Je potrebné poznamenať, že je možné variť hliník s elektródou nielen ručným zváraním argónom, ale aj ručným oblúkovým zváraním, ako aj automatickým oblúkovým zváraním. Tieto typy zvárania hliníkových častí však nie sú široko používané kvôli použitiu tavidiel, ako aj kvôli množstvu vlastností použitých elektród a nízkej kvalite švov. Vďaka automatickému argonovému oblúku a poloautomatickému oblúkovému zváraniu argónom je zachovaná vysoká kvalita zvarov bez potreby použitia tavidiel. Najneefektívnejším typom zlúčeniny hliníka je zváranie plynom pomocou plynových horákov a tavidiel.