
V prípade argónového oblúkového zvárania hliníka je oblúk najstabilnejší, keď je elektróda vo vertikálnej polohe a pohybuje sa pozdĺž spoja (počas zvárania tupých spojov). Prídavná tyč môže byť vložená z prednej alebo zadnej strany oblúka. Vo väčšine prípadov sa však používa prvá metóda. Umiestnenie horáka a tyče pre aditívum v procese zvárania rovných spojov môže byť nasledovné: zváranie na tupo-zvar s aditívom, lemovanie, s prekrytím s penetráciou.
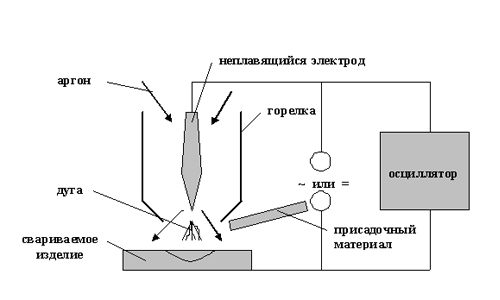
Schéma zvárania argónovým oblúkom.
V prípade zvárania spoja by mal byť oblúk malej dĺžky, je však potrebné vyhnúť sa skratom. Počas procesu zvárania bude elektróda umiestnená pod horným okrajom lemovania. V procese zvárania kruhových švov je os volfrámovej elektródy umiestnená v uhle 75-80 ° k dotyčnici so základňou výrobku na mieste zvárania, zatiaľ čo produkt bude musieť byť otáčaný rovnakou rýchlosťou. Kruhový šev končí prekrytím začiatku švu na úseku s dĺžkou 18-20 mm. V dôsledku toho by mal oblúk prasknúť. Rotácia produktu musí byť prudko zrýchlená. Ak sa táto technika vykonáva správne, potom bude konečný kráter na kruhovom šve prakticky neviditeľný.
Zváranie je potrebné vykonávať pri maximálnej rýchlosti, takže správne môže tento proces vykonávať iba kvalifikovaný zvárač. Pohyb horáka by mal byť priamy, bez priečnych kmitov. Ak budete spĺňať tieto podmienky, môžete získať hladký a jednotný pozdĺž celej dĺžky švu s hladkou, zrkadlovo lesklý základ na vrchole a husté rovnomerné fúzie na zlej strane.
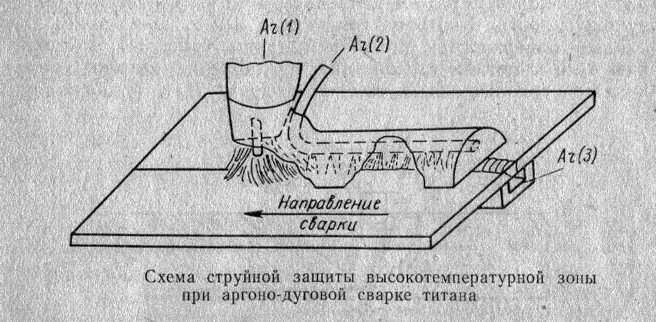
Schéma ochrany prúdom pri zváraní argónom.
Položky, ktoré budú potrebné:
- elektróda;
- tepelne izolované puzdro;
- drôt pre prísady;
- obloženie;
- uhlíková tyč;
- zváracie zariadenie.
Nastavte zváracie zariadenie.
Ako pripraviť povrch na zváranie?
Vo väčšine prípadov je základ hliníkových zliatin pokrytý hustým filmom s malou hrúbkou. Taký film má vysokú teplotu topenia a veľkú špecifickú hmotnosť. Takýto materiál komplikuje zapálenie a údržbu oblúka počas procesu zvárania a tiež zabraňuje spojeniu okrajov hlavného kovu s kovom plniva. Pred vytvorením oblúkového zvárania argónom bude potrebné odstrániť túto fóliu zo základne spojených okrajov zliatin hliníka. Fólia sa môže odstrániť mechanicky alebo chemicky. Prvý sa používa v prípade individuálnej výroby. V prípade hmoty je vhodné použiť chemický spôsob čistenia podkladu z hliníkových zliatin.
Mechanická metóda čistenia podkladu z hliníkových zliatin zahŕňa odstránenie tenkej kovovej vrstvy oceľovou kefou alebo brúsnym papierom s malou hrúbkou. Oceľová kefa by mala byť vyrobená z drôtu s priemerom menším ako 0, 15 mm.
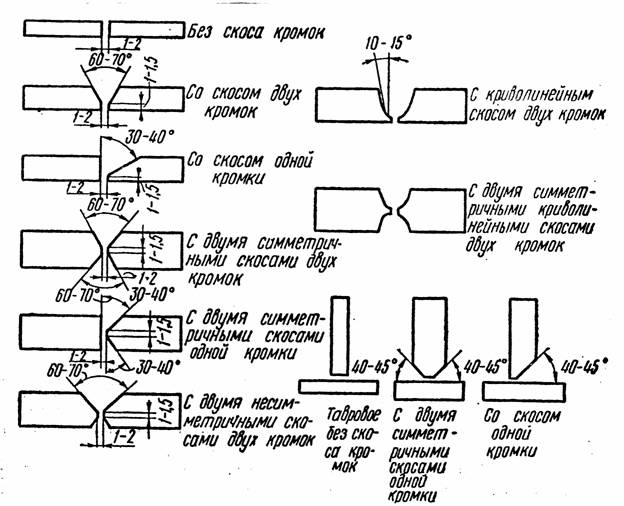
Typy prípravy okrajov na zváranie.
Ak použijete drôt s veľkou hrúbkou, na základe hliníka dôjde k hrubým rizikám. V tomto prípade sa filmová vrstva odstráni nerovnomerne, čo môže viesť k zlej kvalite zvárania.
Ak čistíte hliníkovú základňu kefou z ocele, môžete získať prijateľné zvary. Pred čistením bude potrebné odmastiť povrch, ktorý sa môže vykonať pomocou rozpúšťadiel.
Základ zliatin hliníka so zinkom alebo horčíkom sa podrobí dôkladnému čisteniu. Najjednoduchší spôsob čistenia zliatin hliníka medom, železom alebo mangánom je kremík.
Povrchové úpravy
Treba poznamenať, že mechanické čistenie nemôže zabezpečiť rovnomerné odstránenie filmu zo základne zliatin hliníka. Použitie kefy je pomerne ťažké vyčistiť hrany, ktoré sú spojené. Preto v miestach, kde je to možné, bude potrebné strojovo spojiť hrany na strojoch. Účinnosť metódy chemického čistenia je určená meraním kontaktného odporu, ktorý je úmerný hrúbke filmu. V tomto prípade sa odporúča použiť mikrovoltmeter, ktorý je delený na mikroohmy.
Schéma švu pri zváraní argónom.
Pre zliatiny hliníka pri zváraní argónom môžete použiť nasledujúce metódy chemického spracovania:
- Odmasťovanie v alkalickom roztoku a ďalšie čistenie v roztoku kyseliny fosforečnej.
- Odmasťovanie v alkalickom roztoku s ďalším prečistením v roztoku kyseliny dusičnej.
Okraje častí, ktoré sa čistia jedným z vyššie uvedených spôsobov, možno ľahko zvárať. V tomto prípade budú mať švy čistý základ. Tieto spôsoby čistenia majú tú výhodu, že na základe upravených hrán bude mať fólia malú hrúbku po dobu 4-5 dní.
Existujúce typy pripojenia
Pri zváraní hliníkových zliatin v argónovom oblúku neexistuje žiadny tok, takže v tomto prípade neexistujú žiadne obmedzenia pri výbere typu spojov. Môžete použiť nasledujúce zlúčeniny:
- zadok;
- svetlice;
- preplátavaným penetrácia;
- obyčajný klbový spoj;
- rohový spoj;
- T-spoj.
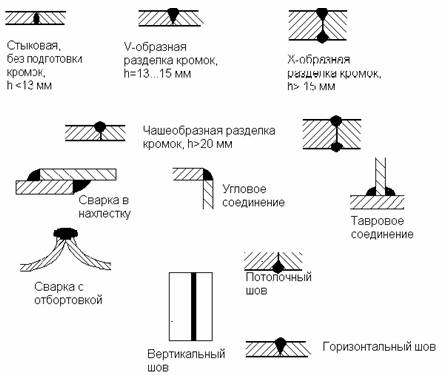
Typy zváraných spojov.
Tupé zváranie hliníkových plechov s hrúbkou 0, 8 - 3 mm by sa malo vykonávať s malými medzerami. Pri zváraní hliníka s hrúbkou 1, 5-3 mm nesmie byť medzera väčšia ako 0, 3 mm. Pre materiály s hrúbkou 0, 8-2 mm by sa malo použiť pripojenie odlesku.
Perforované oblúkové zváranie sa používa pre materiál s hrúbkou menšou ako 2 mm. Pri spájaní by mal byť tento typ hrany pritlačený k obloženiu. To je potrebné na zabezpečenie tesného vzájomného spojenia prvkov. Množstvo prekrytia je určené na základe toho, či plánujete roztaviť cez okraje prekrytia cez alebo nie. V prvom prípade by mal byť okraj spodného listu umiestnený na konci tvarovacej drážky tak, aby sa tento okraj použil na vytvorenie spodnej strany švu. Množstvo prekrytia sa rovná šírke drážky. Ak je dobré odbočiť z okrajov, potom môžete na materiál s hrúbkou do 2 mm vykonať uhlové spojenie bez použitia výplňového materiálu.
Kvalitné prevedenie spojenia znamená presné prispôsobenie hrán. Mali by ste vedieť, že medzery môžu spôsobiť zvýšenú oxidáciu hrán, čo povedie k pórovitosti a vzniku zón fúzií, ktoré sú umiestnené v rovine dotyku hrán s nainštalovanou prísadou.
Nuances vedieť
Zliatiny hliníka majú vysokú tepelnú vodivosť, takže hrúbka spojených obrobkov by mala byť rovnaká na mieste zvárania. Ak je potrebné spojiť obrobky so stenami rôznej hrúbky, hrubší okraj by mal byť na mieste zvárania narezaný na hrúbku, ktorá sa rovná hrúbke druhého okraja.
V miestach, kde to konštrukcia umožňuje, sa odporúča použiť obloženie na uľahčenie procesu zvárania hliníka argónom a na vytvorenie veľkých tolerancií na záber spoja. Podšívka by mala byť vyrobená z nerezového kovu. Pod švom by mala byť v podšívke vytvorená drážka.
Beztlakové spoje na tupo sa používajú pre zliatiny hliníka s hrúbkou menšou ako 3 mm. Ak je obrobok hrubší, hrany, ktoré sa majú zvárať, sa musia pokosiť.
Konštrukcie s hrúbkou steny 1-3 mm sú spojené jednovrstvovým spojom. Ak je hrúbka steny väčšia ako 3 mm, musí sa stykový spoj so skosenými hranami zvárať v niekoľkých vrstvách. Prvá vrstva má roztaviť okraje bez výplňového materiálu, ďalšia vrstva sa musí aplikovať s materiálom pre prísadu na dokončenú prvú vrstvu. Pred vložením druhej vrstvy sa musí prvá vrstva vyčistiť mechanickou alebo chemickou metódou. Keď je možné zvárať z oboch strán, obrobky sa zvárajú bez skosených hrán s hrúbkou 6, 5 mm.
Schéma zváracieho stroja.
V prípade zvárania hliníka s hrúbkou väčšou ako 1, 6 mm budete musieť použiť aditívny drôt, pretože roztavený kúpeľ má tendenciu tvoriť konkávnu základňu. Preto nebude možné použiť automatické zváranie hliníkových zliatin, ak nie je k dispozícii žiadne zariadenie na mechanické privádzanie drôtu pre prísadu. Uistite sa, že je nakonfigurovaný pre tento návrh.
Prepojovacie spoje a parné kotly sú privarené k drôtu pre prísady. Takýto drôt sa nemôže použiť, ale v tomto prípade by mal byť horný okraj roztavený, aby mohol nahradiť drôt pre prísadu.
Technológia zvárania hliníka
Je dosť ťažké zapáliť oblúk striedavého prúdu dotykom volfrámovej základne z hliníka s elektródou. Na zapálenie oblúka na začiatku zvarového švu musíte položiť uhlíkovú tyč, na ktorej sa zapáli oblúk. Po zahriatí volfrámovej elektródy sa oblúk dá ľahko rozrušiť na hlavnom kove. Zapáliť oblúk na tyči uhlia je celkom jednoduché. Uhlie má nízku tepelnú vodivosť, a preto v procese skratu rýchlo zahrieva materiál a koniec volfrámovej elektródy. Uhlie a volfrám sa môžu vyznačovať silnou termickou emisiou z ich základne, vďaka čomu sa počas odstraňovania volfrámovej elektródy budí stabilný oblúk. Vyhrievaný koniec volfrámovej elektródy vyžaruje silný prúd elektrónov, ktoré podporujú spaľovanie oblúka v procese jeho prenosu na kov.
Ak je to potrebné, oblúkové zváranie na zvislej základni sa vykonáva zhora nadol pre hrúbku kovu menšiu ako 5 mm a zdola nahor pre hrúbku obrobku väčšiu ako 5 mm.
V niektorých prípadoch sa na začiatku švu môžu tvoriť trhliny. Aby ste sa tomu vyhli, budete musieť predhriať spoj v počiatočnej časti švu. Za týmto účelom, na dĺžke 35-45 mm musí oblúk niekoľkokrát zahriať spoj, zatiaľ čo oblúk musí horieť v inertnom plyne. Potom sa vykoná oblúkové zváranie pri maximálnej rýchlosti.
Voľba režimu zvárania je ovplyvnená geometrickým tvarom a rozmermi dielov. Pomocou oblúkového zvárania v prostredí inertného plynu je možné vykonávať odlievanie hliníka. Aby sa zabránilo vzniku trhlín, bude potrebné pred zváraním predhriať odliatky na 400 ° C. Zváranie sa vykonáva s použitím kovu pre aditívum, ktorého zloženie zodpovedá zloženiu odliatku kovu. Miesta, ktoré sú predmetom zvárania, je potrebné predčistiť mechanickými prostriedkami. Po ukončení varenia by mal byť odliatok umiestnený do tepelne izolovaného puzdra a potom pomaly ochladený.
V prípade mechanizovaného procesu zvárania hliníka budete musieť udržiavať špecifickú rýchlosť posuvu drôtu pre prísadu. Ak sa oblúkové zváranie vykonáva pri minimálnej rýchlosti, je dôležité zabrániť prehriatiu a oxidácii drôtu pre prísadu.
Takýto drôt môže byť podávaný akýmkoľvek spôsobom, ktorý zabezpečí jednotnú rýchlosť posuvu a jeho zmenu. Na obložení sa vykonáva oblúkové zváranie argónom. Použitie ochrany plynu z vnútornej strany švu nevedie k pozitívnym výsledkom.
Argonové oblúkové zváranie hliníka je zložitý proces, takže potrebujete poznať technológiu pripojenia.